L’evoluzione della stampa 3D ora abbraccia tutto, dal prototipaggio rapido alla produzione su vasta scala. Per gli innovatori di prodotti, i designer industriali e gli appassionati di stampa 3D pronti a trasformare concetti di design in prodotti tangibili, questa guida vi guiderà attraverso i passaggi su come padroneggiare una stampa 3D di qualità e finire il vostro prototipo per la presentazione. Ciò vi consentirà di creare concetti e prodotti 3D di alta qualità in tempi record.
Per dimostrare che è possibile ottenere risultati di alta qualità in modo economico, abbiamo stampato ogni modello in questa guida con una stampante Fused Deposition Modeling (FDM).
Segue una panoramica degli argomenti trattati. Leggete in ordine o saltate direttamente alla sezione che più vi interessa.
Migliorare la qualità della stampa:
La scelta dell’attrezzatura di stampa è direttamente collegata a quanto velocemente il vostro prodotto si stampa e al livello di dettaglio che potete ottenere.
Perfezionare i parametri di design:
Per essere stampabile, la vostra geometria deve avere volume e geometrie chiusa (manifold).
Gestire i supporti:
Oltre un certo punto, il materiale stampato non sarà in grado di stampare sull’aria (sorpresa!) e richiederà supporti progettati per la stampa 3D, che influenzeranno l’aspetto del vostro oggetto finale.

Orientamento del modello:
La direzione in cui il materiale è stratificato per creare il vostro oggetto e come influenzerà l’aspetto finale e la sensazione del vostro oggetto.
Anche se all’inizio può sembrare scoraggiante, utilizzare la stampa 3D per i vostri design per testare e iterare concetti di prodotto accorcia la timeline dal design alla produzione, rendendo l’investimento nel tempo di apprendimento valevole anche nel breve periodo.
Per concentrarvi sul migliorare il vostro flusso di lavoro di design, sviluppare rapidamente nuove idee o lanciare un’attività commerciale di successo con un concetto di prodotto, passate attraverso questa lista di controllo A-Z dei principi di design per la stampa 3D per coprire tutte le vostre basi prima di premere stampa.
La giusta mentalità di modellazione
Tenete a mente durante la stampa 3D che la versione digitale del vostro design dovrà confrontarsi con le leggi della fisica quando esce dall’ugello della vostra stampante 3D.
Le sporgenze che si estendono senza sforzo nell’etere sullo schermo del vostro iPad possono crollare in un disordine di plastica fusa dalla vostra stampante. I fori perfettamente concentrici nel vostro modello possono assomigliare più a un pallone da basket sgonfio nel mondo reale. Potreste scoprire che il filetto in cui state cercando di inserire quella vite non ha nulla a che fare con la dimensione del filetto sulla vite.
Per anticipare e prevenire queste sfide, tenete a mente ogni elemento guida durante il vostro processo di progettazione.
Configurazione della stampante
Uno dei fattori più grandi che influenzerà le vostre stampe 3D è l’ugello. La dimensione e il materiale dell’ugello influenzeranno la resistenza, il tempo di stampa e la qualità del vostro prodotto finale. Mentre questo è vero solo per i metodi FDM, impostazioni di risoluzione simili e problemi appariranno ancora con altri metodi di stampa 3D.
I diametri dell’ugello generalmente variano tra 0,1 – 1,0 mm. Quando selezionate un ugello di stampa 3D, state decidendo quanto filamento viene estruso e quanto velocemente, il che naturalmente produrrà risultati diversi. Mentre un ugello di stampa più piccolo (<0,4 mm) prevedibilmente estrude meno materiale rispetto a un ugello di stampa più grande (>0,4 mm), l’impatto che questo avrà sulla vostra stampa è più complesso.
La dimensione standard dell’ugello con cui la maggior parte delle stampanti 3D viene fornita è di 0,4 mm. Questa dimensione vi consente di stampare altezze di strato tra 0,1 – 0,3 mm, così potete fabbricare oggetti dettagliati in un tempo ragionevole.
Consiglio: Quando scegliete una testa di stampa, determinate l’uso finale. Utilizzate un ugello più grande per stampare oggetti forti rapidamente. Date stampe più dettagliate a un ugello più piccolo. Ecco alcuni consigli generali per guidarvi:
Utilizzate ugelli più grandi (>0,4 mm) per:
- Stampare le cose velocemente. Ugelli più grandi equivalgono a tassi di flusso più grandi e più materiale depositato.
- Aumentare la robustezza. L’assorbimento di energia aumenta del 25% quando si stampano oggetti con un ugello di 0,6 mm rispetto a un ugello di 0,4 mm.
- Stampare con filamenti abrasivi. Gli ugelli più piccoli si intasano facilmente, rendendoli uno strumento difficile per stampare filamenti più grossolani – optate per un ugello più grande in questo caso.
- Modelli con bassa risoluzione di stampa. Gli ugelli più grandi funzionano meglio per stampe senza dettagli sottili o fini perché stampano strati più spessi.
Utilizzate ugelli più piccoli (<0,4 mm) per:
- Piccoli dettagli. Stampate modelli altamente dettagliati con ugelli piccoli per estrudere materiale più finemente.
- Molte caratteristiche. Stampare con un ugello più piccolo richiede più tempo, quindi vale la pena solo se state fabbricando un pezzo più decorativo e avete molto tempo. Gli oggetti semplici hanno più senso essere stampati con un ugello più grande. Le applicazioni esemplari per piccoli ugelli includono gioielli, stampa di testo o miniature.
- Altezza dello strato bassa. Generalmente parlando, l’altezza dello strato dovrebbe essere l’80% o meno del diametro dell’ugello, quindi un ugello più piccolo richiederà un’altezza dello strato inferiore.
- Supporti facilmente rimovibili. Utilizzando ugelli più piccoli si tradurrà in una struttura di supporto più sottile che può essere più facilmente staccata dal vostro oggetto dopo la stampa.
Stampanti a doppia estrusione

Le stampanti a doppia estrusione hanno un secondo ugello ed estrusore, quindi potete stampare parti utilizzando due materiali diversi, passando da un filamento all’altro secondo necessità.
Con una stampante a doppia estrusione, potete combinare un materiale standard con materiali di supporto. Stampando i supporti con un materiale diverso, potete rimuoverli o scioglierli facilmente dalla stampa finale senza lasciare segni. Le stampanti a doppia estrusione consentono anche di stampare utilizzando due colori diversi, o di rinforzare un materiale di stampa con uno più forte.
Materiale dell’ugello

Il materiale dell’ugello influenzerà anche la qualità e la velocità della vostra stampa, quindi diamo un’occhiata alle diverse opzioni disponibili.
Ugelli in ottone
Questi sono lo standard de facto per la maggior parte delle stampanti 3D FDM. Questo materiale per
ugelli fornisce una buona conducibilità termica e stabilità. Tenete presente che, sebbene sia il più comune, non può gestire tutti i tipi di filamenti. Gli ugelli in ottone sono migliori per filamenti non abrasivi, inclusi PLA, ABS, Nylon, PETG, TPU e altro.
Ugelli in acciaio indurito
A differenza degli ugelli in ottone, gli ugelli in acciaio indurito si consumano meno quando si stampano materiali abrasivi come fibre di carbonio, fibre di vetro, filamenti riempiti di metallo come acciaio riempito, ferro riempito, ottone riempito e altri filamenti esotici.
La resistenza all’usura degli ugelli in acciaio supera gli ugelli in ottone 10 volte, ma la possibile presenza di piombo nell’ugello li rende inadatti per stampare qualsiasi cosa che verrà a contatto con il cibo o la pelle. Gli ugelli in acciaio inossidabile offrono una forte alternativa priva di piombo per i prodotti approvati dalla FDA, così come un’opzione compatibile con materiali leggermente abrasivi.
Ugelli con punta in rubino
Gli ugelli con punta in rubino hanno un corpo in ottone con una punta in rubino. La punta in rubino aumenta la durata dell’ugello e il corpo mantiene una buona conducibilità termica, rendendo questo tipo di ugello l’opzione più precisa, sebbene costosa, per l’uso regolare.
Software di slicing
Scegliere il giusto software di slicing per i vostri design e macchina è anche fondamentale. Molti utenti utilizzeranno Cura perché è gratuito, facile da usare e compatibile con un’enorme gamma di macchine. Tuttavia, se siete un utente professionale, potreste optare per l’acquisto di qualcosa di più completo come Simplify3D.
Per la maggior parte degli utenti, un slicer gratuito sarà completamente sufficiente. Tuttavia, il software a pagamento può aiutare ad accelerare il vostro processo di fabbricazione e ottimizzare il processo di stampa 3D nel suo insieme. Quando si effettua la fabbricazione additiva su larga scala o modelli altamente dettagliati, un slicer a pagamento può risparmiare tempo, costi e, in alcuni casi, aumentare anche la qualità della stampa.
Qual è il miglior software di slicing da usare?
Il miglior slicer gratuito è Cura, e la migliore opzione a pagamento è Simplify3D. Le capacità fondamentali di Cura soddisfano tipicamente le esigenze dell’hobbista medio. I professionisti che beneficiano di più opzioni dovrebbero optare per un software a pagamento per output di qualità superiore e più veloci.
Materiali utilizzati
Quando realizzate il vostro design, dovrete anche considerare il materiale con cui stamparete. Più avanti in questo articolo discutiamo fattori di design e produzione di significativa importanza. Tuttavia, queste sono raccomandate tenendo a mente materiali comuni.
Ad esempio, se state utilizzando materiali flessibili, plastiche rinforzate o metalli, i processi e i requisiti di design possono trovarsi agli opposti dello spettro.
Parametri di design
Prima di stampare, mirate a rendere il vostro design impermeabile eliminando discontinuità sulle superfici del vostro modello 3D.
Se state stampando in 3D un modello che avete esportato da Shapr3D, potete spuntare questo dalla vostra lista! L’app garantisce un design del modello solido, senza superfici intersecanti non manifold.
Se state modellando utilizzando un software di modellazione superficiale, vorrete post-elaborare il vostro lavoro, ripulire eventuali buchi e controllare per qualsiasi tipo di superfici intersecanti o bordi condivisi (collettivamente chiamati geometrie non manifold) elencati di seguito.
Geometrie chiuse
Utilizzare una geometria chiusa rende la stampa un successo.
La geometria non chiusa significa che quando la forma 3D viene srotolata, le normali della forma 2D non puntano tutte nella stessa direzione a causa di un bordo condiviso o di due facce collegate in un unico punto.
Consiglio: Per assicurarvi che il vostro modello sia stampabile, controllate eventuali errori seguenti e regolateli per creare una forma chiusa:
Geometria aperta di tipo T
Se tre facce condividono un singolo bordo, rendetelo stampabile aggiungendo volume alla terza faccia o eliminandola completamente.
Geometria aperta di tipo arco
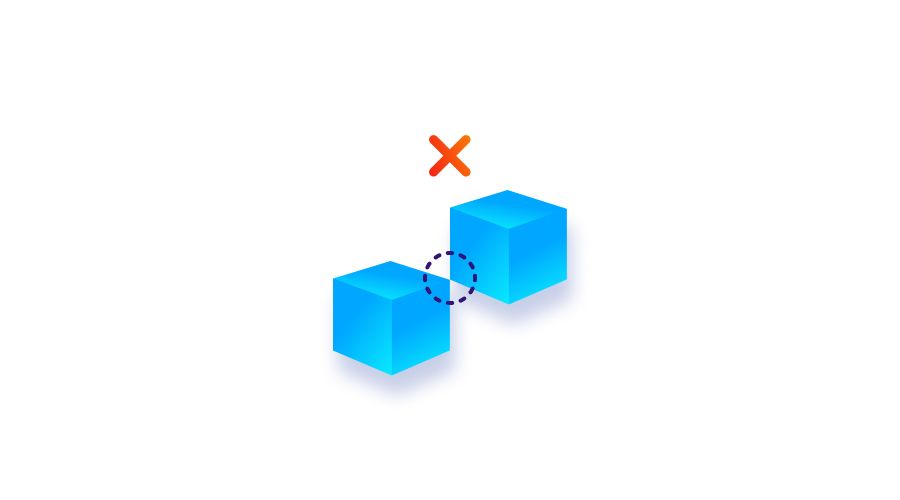
In questo caso, più superfici si collegano in un punto e non condividono un bordo. Disconnettere le due geometrie o eliminarne una.
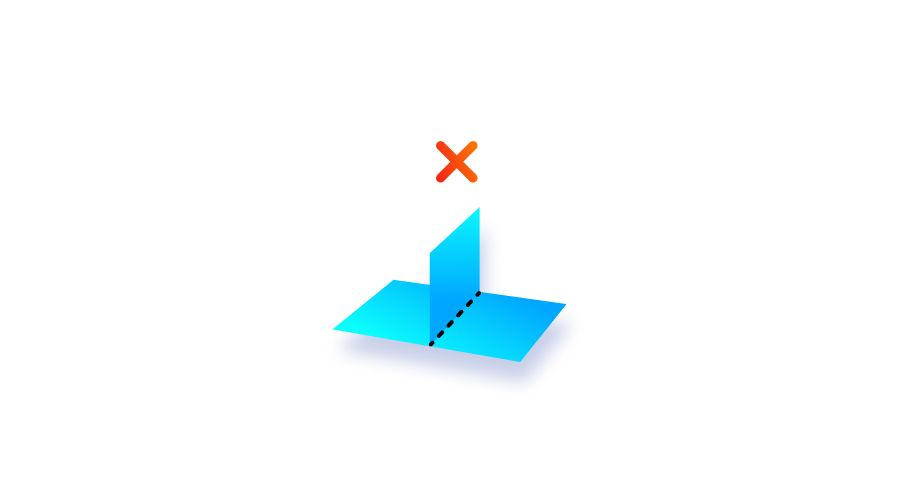
La geometria non manifold si verifica anche quando c’è una forma senza volume.
Geometria aperta
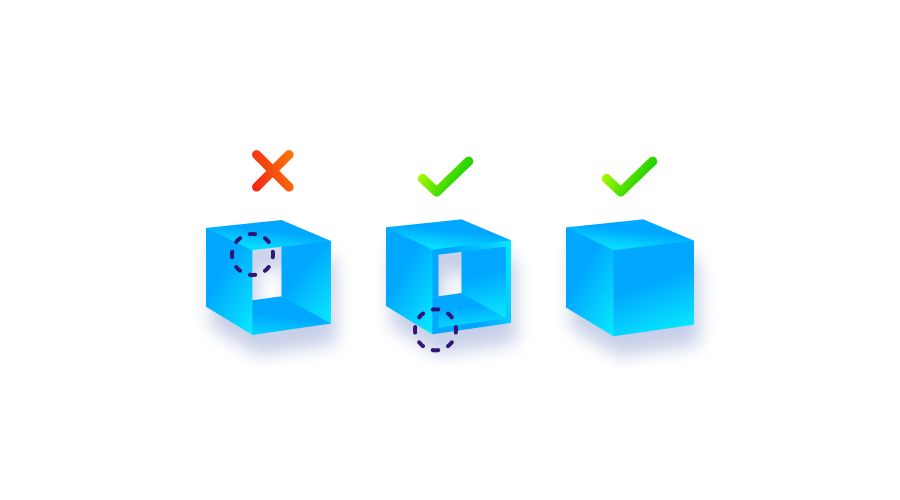
Per stampare una geometria, è necessario che abbia un volume, quindi una forma con superfici “mancanti” o senza volume non è fattibile. Questo sarebbe l’equivalente di chiedere alla vostra stampante 3D di stampare una linea retta e aspettarsi che esca in 3D.
È possibile creare volume nel vostro modello regolando lo spessore della parete o aggiungendo superfici aggiuntive alla vostra geometria.
Spessore della parete
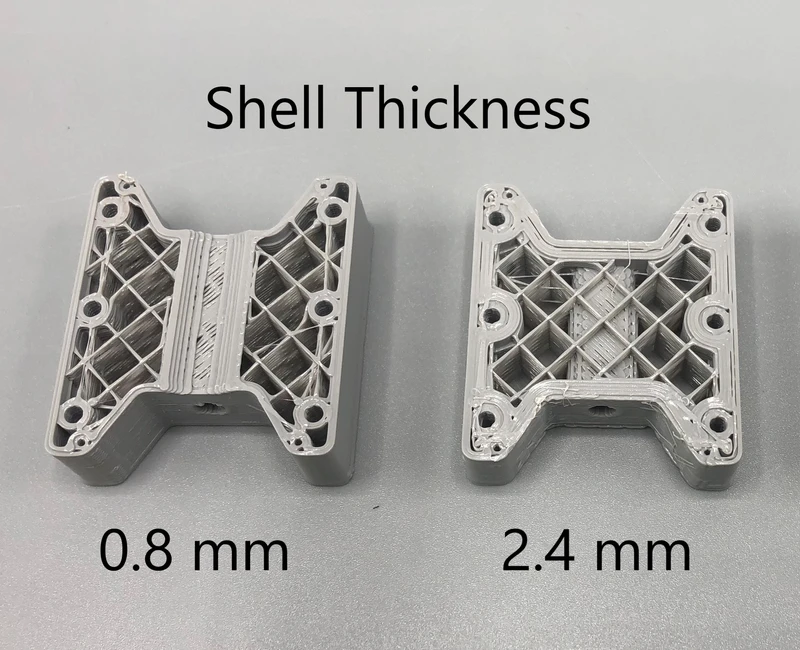
Lo spessore della parete va di pari passo con le geometrie non manifold, come abbiamo visto sopra, le geometrie senza volume non possono essere fabbricate. Le pareti troppo sottili rendono piccole parti sul modello impossibili da stampare o molto fragili, con un’alta probabilità di rottura.
Valutate il vostro materiale di stampa e l’altezza della vostra parete per determinare se ha bisogno di supporto aggiuntivo. Una parete che è già rinforzata da costole o reticoli (arriveremo presto a quelli) può essere più sottile di una parete autoportante.
Consiglio: Lo spessore della parete dovrebbe tipicamente essere due o tre volte la larghezza dell’ugello. Le pareti con spessori superiori a 0,8 mm possono essere stampate con successo con tutti i processi.
Iniziare con una base solida
L’adesione è una grande difficoltà con la stampa 3D. Se il vostro modello, o anche solo una parte di esso, non si attacca direttamente al letto di stampa 3D quando viene stampato il primo strato, potrebbe staccarsi e deformare la vostra stampa, risultando in molto plastica, tempo e sogni persi.
Consiglio: evitate grandi superfici piatte e arrotondate gli angoli dei vostri modelli 3D per migliorare il successo di una stampa pulita.
Stampare con troppo calore e non permettere al primo strato di raffreddarsi correttamente aumenterà il rischio di una bolla, e renderà difficile incastrare i pezzi insieme. Affettuosamente chiamato “piede d’elefante”, questo appare principalmente con parti grandi dove il peso dell’oggetto preme sul primo strato.
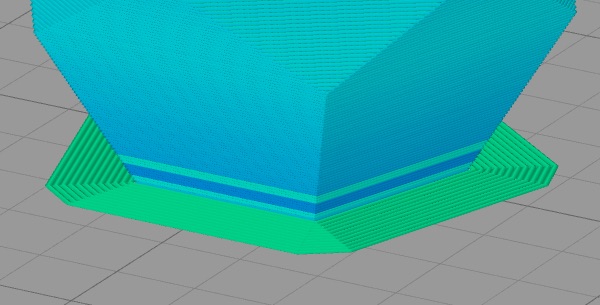
Aggiungere un “raft”
Evitate questo problema aggiungendo un raft per il vostro “piede” da atterrare dolcemente. Un raft nella stampa 3D è un’area di superficie piatta composta da un reticolato orizzontale, aggiunto sotto la vostra parte. Aiuta ad eliminare il piede d’elefante e migliora l’adesione al letto di stampa.
Lavorare con un “brim”
Potete anche evitare che il vostro modello si ribalti creando un brim sotto di esso. Un brim è una gonna attaccata ai bordi del modello stampato con un numero crescente di contorni per creare un grande anello. I brim creano aspirazione e trattengono i bordi della vostra parte aiutandola ad attaccarsi al letto. Sono molto più veloci da stampare rispetto ai rafts.
Sbalzi e materiale di supporto
Gli sbalzi sono divertenti da progettare e difficili da stampare: ecco dove la gravità si mette di traverso.
Uno sbalzo che si estende oltre i 45 gradi richiede di includere supporti in modo che la vostra costruzione non si ribalti o perda forma. Non c’è nulla di male nei supporti, ma a meno che non stampiate con un materiale solubile utilizzando una testa di stampa a doppia estrusione, probabilmente lasceranno un segno quando li toglierete.
Consiglio: Come buona regola generale, potete cavarela con circa 1-2 larghezze di un percorso di stampa senza supporto. Tutto il resto richiederà supporti stampati.
Sebbene i supporti siano fattibili, non sono sempre facili da rimuovere e probabilmente lasceranno un punto ruvido o un segno sulla vostra stampa.
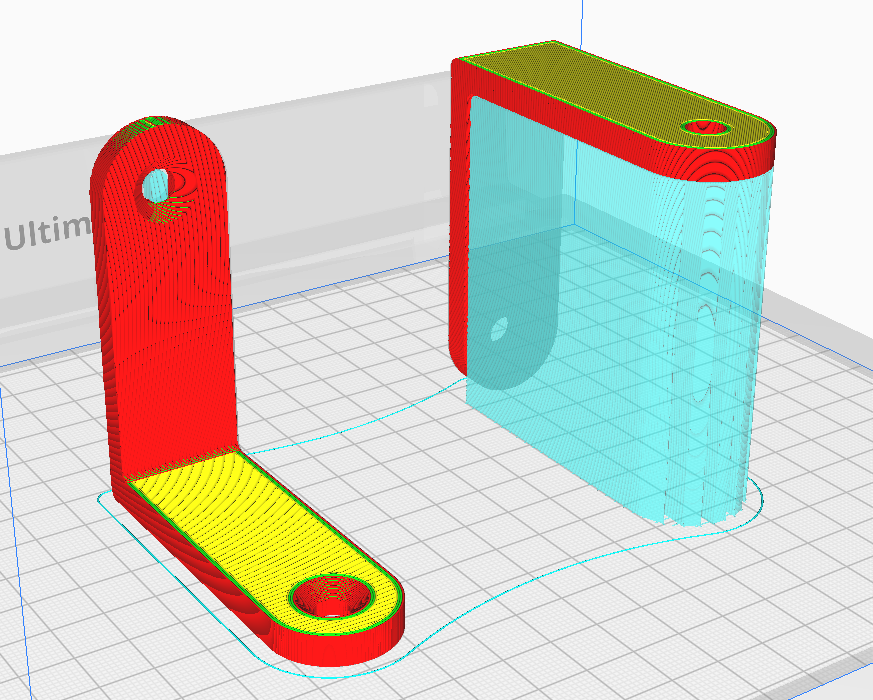
Seguire la regola “YOTH”
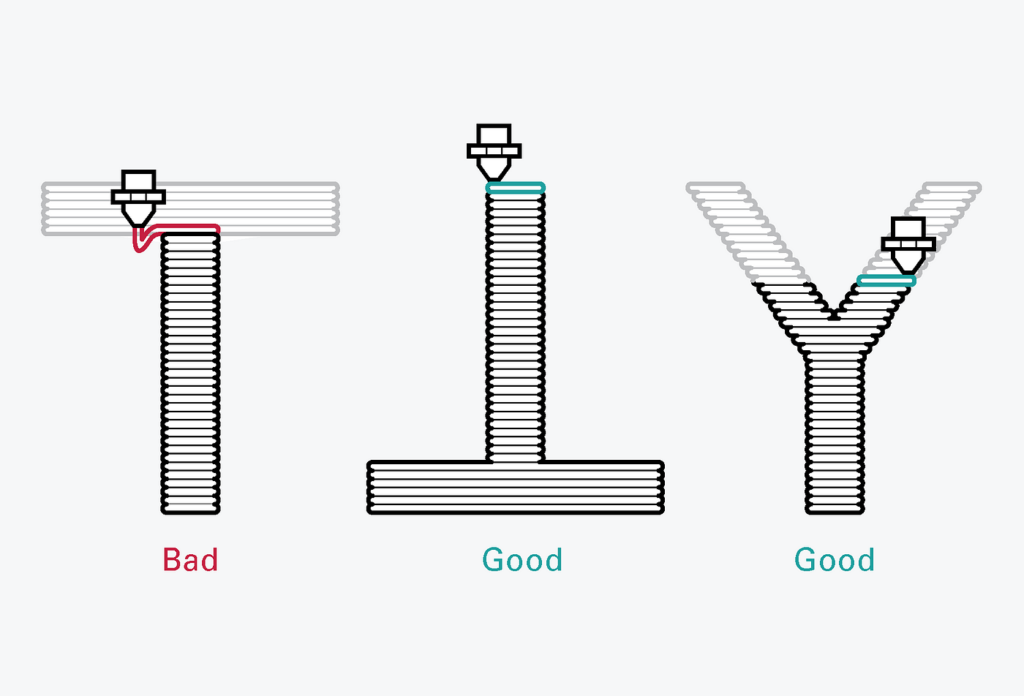
Un sovrappasso a forma di Y che è meno di 45 gradi si stampa facilmente senza alcun bisogno di supporto. Se è oltre i 45 gradi, contate sull’aggiunta di supporti.
Gli sbalzi a forma di “O”, o fori nella maggior parte dei casi, creano cerchi più concentrici con i supporti inclusi.
Gli sbalzi a forma di “T” oltre 1-2 strati verticali richiedono supporti.
Gli sbalzi a forma di “H” dipendono dalla dimensione del ponte tra le due geometrie verticali. Controllate la vostra stampante e il materiale di stampa per vedere quanto lungo di un ponte potete stampare senza supporti.
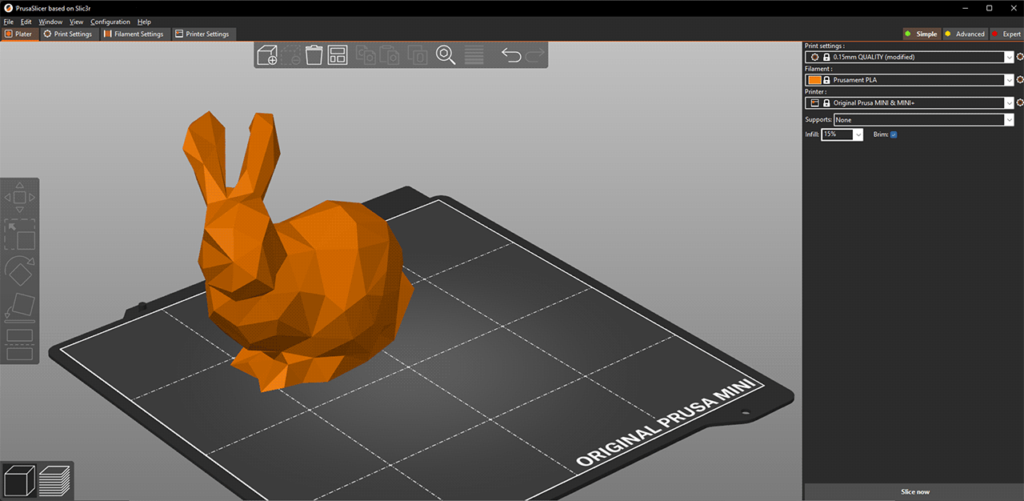
Progettare strutture di supporto nel vostro software di slicing
Se avete bisogno di supporti, createle nel vostro software di slicing. Ecco come appare su Lulzbot’s free CURA slicer interface.
Potete anche progettare supporti personalizzati nel vostro software di modellazione che sono più facili da staccare e occupano meno superficie. I supporti conici si assottigliano in cima per supportare la vostra stampa mentre stampate più velocemente e usate meno materiale.
Indipendentemente dalla dimensione, rimuovere i supporti e lucidare il vostro prototipo richiederà un po’ di lavoro dopo la stampa.
Stampare fori
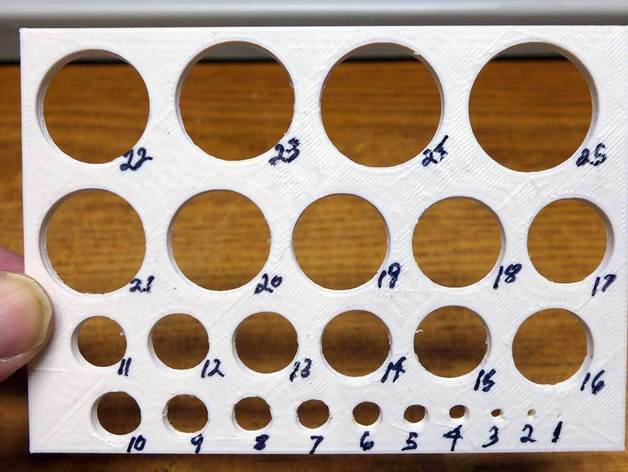
I fori sono un tipo speciale di “sbalzo” con cui le stampanti 3D faticano a stampare. Queste forme richiedono alla macchina di creare una forma rotonda stratificando materiali uno sopra l’altro. Poiché lo strato finale in cima al vostro cerchio sarà dritto, il risultato finale è un foro che non è del tutto rotondo e non corrisponde del tutto al diametro del foro nel vostro modello.
Potete stampare il foro con la parte superiore leggermente piatta e utilizzare un cacciavite o uno strumento simile per arrotondarlo dopo che è finito.
Design a goccia e slot per fori
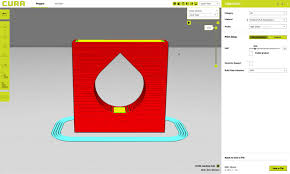
Per affrontare la fastidiosa questione dei fori, potete anche provare a progettare alcuni aggiustamenti aggiuntivi nel vostro modello. Un’alternativa è modellare un foro a forma di goccia nella vostra geometria. In questo modo, potete utilizzare il foro per il suo scopo previsto senza dover forare lo strato
aggiuntivo in cima al foro.
Questa tecnica minimizza la necessità di utilizzare supporti, ma solo quando orientate la parte rivolta verso l’alto, il che limita la rotazione dell’oggetto.
Filetti

Il calore che si verifica naturalmente durante una stampa aumenta la difficoltà di stampare i filetti contraendo i dettagli e rendendoli inutilizzabili per il vostro scopo originale. Più piccoli e dettagliati sono i filetti, più difficile è la stampa.
Prima di stampare, aggiungete una tolleranza aggiuntiva di 0,5-1 mm al vostro modello per compensare eventuali restringimenti dovuti al calore o imperfezioni. Piccole sbavature su un filetto aderente agiranno come sabbia in un ingranaggio, rendendo impossibile avvitare la parte.
Per creare un filetto migliore, arrotondate il crestone e le radici nel processo di progettazione: gli spigoli vivi tendono a concentrare lo stress.
In alternativa, potete progettare ulteriori teste “a punta di cane” sulle vostre viti. Questa punta piatta e senza filetti aiuta a una stampa di successo ed è utile per localizzare una scanalatura su un albero. Assicuratevi che la lunghezza di una testa a punta di cane misuri almeno 0,8 mm.
Riempimento
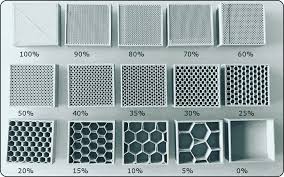
Se state progettando una parte grande, risparmiate tempo e materiale considerando diversi modelli di riempimento che utilizzano meno materiale. Potete manipolare questi nel vostro slicer per la stampa 3D. Forme geometriche vuote caratterizzano i modelli di riempimento con la densità e la forma del riempimento che influenzano la forza del materiale stampato finale.
Il riempimento a esagono o a nido d’ape è il riempimento più forte, più efficiente e anche il più veloce da stampare. I riempimenti a nido d’ape imitano i modelli esagonali che si verificano naturalmente usati in tutta la natura.
Esplorate la stampa di un riempimento “a zigzag” per dare al vostro pezzo un aspetto distintivo. I riempimenti triangolari hanno una elevata capacità di sopportare carichi laterali, rendendolo una buona scelta per i ponti.
Orientamento della parte
L’orientamento giusto migliora la forza, l’aspetto e il tempo di stampa del vostro pezzo. Per garantire la forza ottimale, fabbricate in strati additivi paralleli agli strati del vostro oggetto.
Quando progettate il vostro pezzo, considerate la capacità di sopportare carichi e la direzione delle parti, e quindi orientate la parte di conseguenza.
Come regola generale, orientate le caratteristiche cilindriche come le colonne verticalmente per una finitura superficiale più liscia. Orientate i fori con le facce parallele al piano XY per una risoluzione migliore.
Esportare il vostro file STL
Quando esportate un file
per la stampa 3D, utilizzate sempre l’impostazione più alta del file STL. I file STL sono un elenco di triangoli e non possono memorizzare corpi separati. Di conseguenza, un’esportazione STL di corpi a contatto può fondersi. Assicuratevi di separare ogni corpo dove possibile.
Per la grafica, esportate in media o sperimentate con un’impostazione bassa. Potreste dover rimappare o generare una mesh a quattro se la mesh non è uniforme. Se è necessario un post-processing, esportate utilizzando l’impostazione più alta.
È ora di sporcarsi le mani
Ecco, le principali considerazioni di design da coprire prima della stampa 3D del vostro prototipo.
Per prepararvi a fabbricare il vostro modello e risparmiarvi dal scuotere il pugno contro la gravità, passate in rassegna e valutate questi fattori un’ultima volta:
- Ugello di stampa e materiale per il vostro caso d’uso
- Spessore della parete e angoli e lunghezze di sbalzo nel vostro modello 3D (e come si manterranno nel vostro oggetto 3D)
- Orientamento del modello
- Adesione al piatto di costruzione
- Modelli di riempimento